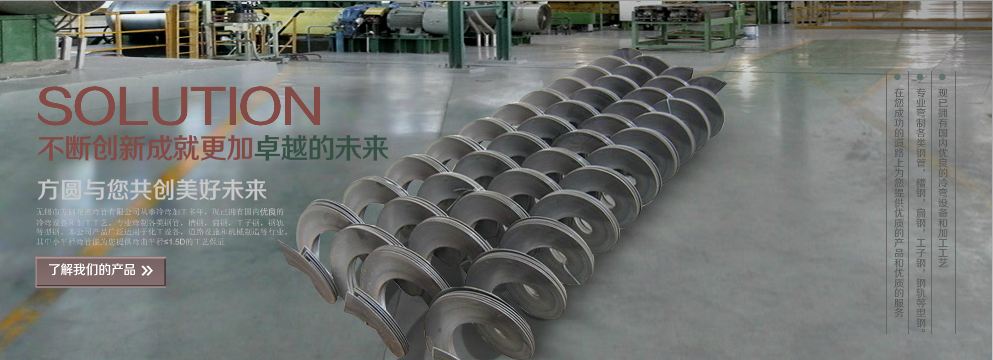
| 螺旋叶片是输送物料的动力推动部位,由于和物料接触因此易磨损,所以需要通过采用相应的措施来增加其耐磨性,比如涂抹高分子陶瓷聚合物耐磨涂料,成功的解决了螺旋叶片不耐磨的问题。
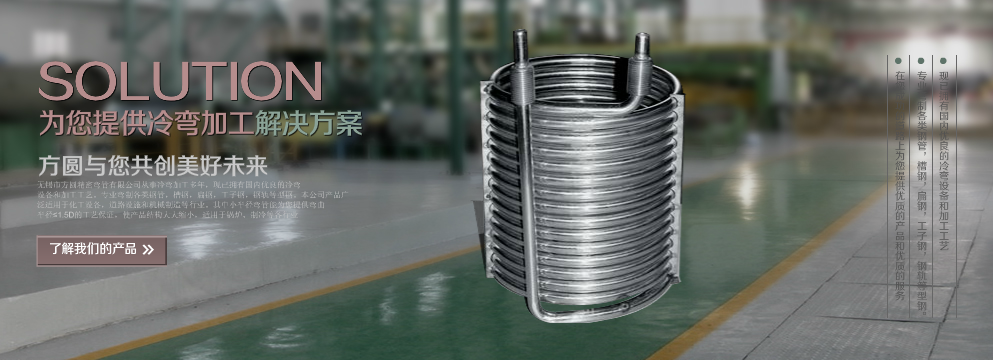
由于螺旋叶片的外表面比较粗糙,不适合角磨机打磨,因此我们推荐采用喷砂工艺;喷砂处理后的螺旋叶片,喷砂增加了表面粗糙度,增加粘结力。耐磨涂料是AB双组份,配比时要搅拌均匀,这样才能固化,配涂料时要根据使用量来配。
由于螺旋叶片的这种耐磨涂料很快会固化,所以须在规定的时间内使用完;在螺杆表面用力涂抹,使用涂料与金属面充分结合,从而达到相应的目的。也可以采用喷涂碳化钨工艺和耐磨焊丝堆焊。
一般情况下,需要根据被输送物料性质不同确定螺旋叶片形式。输送小麦、稻谷等散落性较好的物料时应选用满面式叶片;输送油料类粘性大、易粘结的物料时,为了防止堵塞,应选用带式叶片。应注意,输送原粮类和大米等物料,为了防止物料被破碎,一般不选用螺旋输送机。
根据工艺设备的布置要求确定螺旋叶片的旋向、螺旋轴的转向及螺旋体的组合。输送机头、尾端(进卸料端)位置确定后,物料的输送方向即确定,螺旋叶片旋向和轴转向须符合要求;如需中间或两端卸料,则应采用旋向不同的叶片组合成一个螺旋体。 | 

 方圆主页
方圆主页