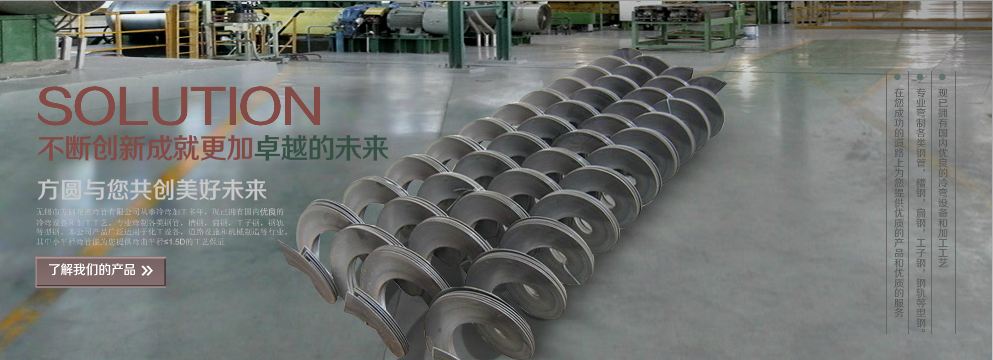
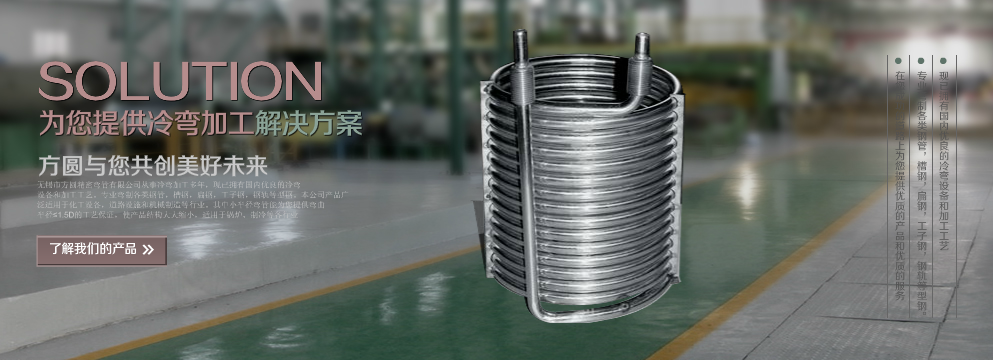
螺旋叶片是螺旋输送设备的核心配件,焊接组装是其成型制作的主流工艺,成型质量直接影响物料输送的平稳性与设备使用寿命,适配各类工业输送设备的配件加工生产。
螺旋叶片焊接组装前,需完成基材预处理工作,对板材表面的氧化层、锈蚀与污渍进行清理,确保焊接接触面干净整洁,规避杂质导致的焊接缺陷。同时依据设备工况匹配适配的板材材质与成型规格,做好叶片预成型处理,让叶片弧度与螺距保持均匀规整状态。
组装过程中,采用分段对接的装配方式,将单片叶片依次贴合中心轴体进行定位校准,调整叶片间隙与同轴状态,维持整体结构的对称性与规整度。定位完成后实施点焊固定,稳固整体结构,避免满焊过程中出现偏移、变形等问题。
正式焊接作业需把控焊接节奏与熔接状态,均匀施焊弱化焊接应力,减少叶片变形、焊缝气孔、夹渣等常见瑕疵。焊接完成后对焊缝区域进行打磨修整,去除焊瘤与毛刺,让叶片表面光滑平整,降低物料输送过程中的摩擦阻力与挂料问题。
后续可根据使用工况做防腐、耐磨强化处理,提升叶片的环境适配性。规范的焊接组装工艺,能够保障螺旋叶片结构强度与运行稳定性,适配矿山、化工、粮食加工等多领域的物料输送作业需求。
| 

 方圆主页
方圆主页